
Burçak Erbil
Forum Bağımlısı
- Kayıt
- 30 Eylül 2006
- Mesaj
- 892
- Tepki
- 2.665
- Şehir
- Istanbul

Bu yazıda örme işleminden başlayarak akort ayarı da dahil olmak üzere kendi tekerlerimizi nasıl toplayacağımızı anlatacağım. Üstelik kendi tekerlerimiz toplarken yine kendi yapacağımız sehpa ve aletleri kullanarak aynı zamanda ekonomik bir yoldan gitmiş olacağız. Aslında bu konularda birkaç yazı gerek bu forumda gerek başka sitelerde var, yine de ek bir referans olması açısından kendi tekerlerimi toplarken fotoğraflayıp biraz da açıklayarak paylaşmak istedim. Yazdıkça bayağı bir uzadı ama yine de konunun çok fazla ayrıntısı olduğundan bu yazı ancak bir özet sayılabilir.
Öncelikle burada aktardığım bilgi ve yöntemlerin çoğunun kaynağının Roger Musson’un “ Professional Guide to Wheelbuilding” kitabı olduğunu belirtmeliyim. Yoksa ben de bu işte çok tecrübeli olduğumu söyleyemem; her ne kadar daha önce birkaç teker örmüşlüğüm varsa da baştan sona akorduyla birlikte bitirdiğim ilk tekerler şimdikiler oldu. Roger Musson, mühendislik geçmişi olan ve şu anda sadece tekerlek örme işiyle uğraşan birisi. Yazdığına göre her branştan profesyonel bisikletçi müşterisi varmış. Kitabın pdf versiyonu yazarın kendi web sitesinden cüzzi bir fiyata indirilebilmekte; bu işe girmek isteyen arkadaşlara öncelikle bu kitabı edinmelerini kuvvetle tavsiye ediyorum. Musson’un anlatımı çok kesin ve açık, işin bütün inceliklerini ele alıyor, benim bu işe olan bakış açımı tamamen değiştirdiğini söyleyebilirim. Yazarın emeğine saygı göstermek adına direkt olarak çeviri yapmak veya fotoğrafları paylaşmak istemiyorum. Kendi çektiğim fotoğraflarla metodu özetlemeye çalışacağım, anlaşılmayan nokta olursa daha ayrıntılı açıklamaya çalışırım.
ÖN TERMİNOLOJİ:
DS (Drive Side): Aynakol veya zincir tarafı (Sürücüye göre sağ)
NDS (Non-Drive Side): Aynakolun aksi tarafı (Sürücüye göre sol)
Yanal Salgı (Kaçıklık): Tekerin dönme eksenine paralel (Sağ-Sol) yönde olan hatalar
Radyal Salgı (Kaçıklık): Tekerin dönme eksenine dik (Çap yönündeki) hatalar
GEREKLİ MALZEMELER:
-Akort Sehpası:
Musson’a göre teker yapmaya başlamadan önce bir akort sehpası yapmamız gerekiyor! Bu kendi tasarımı olan basit ahşap/mdf sehpanın sadece daha ekonomik olduğu için değil, çoğu pahalı sehpadan daha kullanışlı olduğu için de yapılması gerektiğini söylüyor. Ve söylediğine göre kendisi de sadece bu sehpayı kullanıyormuş. (Ahşap sehpanın bir avantajı da daha sonraki aşamalarda göreceğimiz “telin sesinden gerginliğini anlama” metodunda metal sehpalara göre tel sesini çok daha iyi tınlatması) Bana göre bu sehpanın tek eksiği, tekerin ortalanmasının (dishing) kontrolü için sehpadan çıkarmak zorunda olunması, ama zaman kısıtlamanız yoksa bu o kadar da büyük bir problem değil. Sehpanın çizimleri ve tarifi kitapta mevcut.
Sehpayı mdf’den yapıp sarı folyo ile kapladım. Yapmışken düzgün birşey olsun istedim ;)")

Sehpa parçalarını benim için kestiren Ahmet’e (miura) teşekkürler!

- Tel Başı Tornavidası:
Bu sadece tel başlarını ilk sıkmada kolaylık sağlayan bir alet olmanın yanısıra, tekeri ilk ördüğümüzde bütün tel başlarının tellere aynı miktarda girmesini garantiliyor, bu sebeple olmazsa olmaz aletler arasında. Bunu sağlayan ise tornavida ucundaki 3x1mmlik çıkıntı. Tel, tel başı içersine belirli bir miktar girdikten sonra bu çıkıntıyı iterek tornavidanın tel başından ayrılmasını sağlıyor. Bunun daha profesyonel olanları krank şeklinde, bu sayede onları çok daha hızlı kullanmak mümkün ama benim gibi zaman kısıtlamanız yoksa ucuz bir tornavidanın ucunu fotoğraftaki gibi düzgün bir şekilde işleyerek bu aleti yapabilirsiniz.

- Tel Başı Anahtarı:
Çeşitli standartlarda tel başları için birkaç değişik ölçüde bulunuyor. Ancak bütçeniz elveriyorsa kaliteli bir marka almanızı öneririm. Fotoğrafta görünen DT’nin tel başını 4 taraftan kavrayan modeli gibi.

- Teker Ortalama (Dishing) Mastarı:
Bu da aslında çok basit bir fonksiyonu olmasına karşın ucuz olmayan ve burada kolay bulunmayan bir alet. Musson bunun çok basit “kartondan” bir versiyonunu tarif ediyor, ama ben biraz daha uzun ömürlü birşey olması amacıyla aluminyumdan yaptım.

Ölçüleri şöyle:
- Tel Gerginliği Ölçme Aleti (Tension Gauge - opsiyonel):
Biraz deneyim sahibi olduktan sonra doğru gerginliği az çok anlayabiliyorsunuz, veya referans bir jantla karşılaştırabilirsiniz. Ama benim gibi hassas jantlarla uğraşacaksanız gerekli bir alet.

- Tel Başı Tutma Çubuğu (opsiyonel):
Tel başı yuvalarının çevresinde yüksük olmayan jantlarda (benim kullandığım ZTR’ler gibi) bazı tel başlarını tele geçirirken tutmak için böyle basit bir çubuğa ihtiyacımız olacak. Aksi takdirde jantın içine düşen tel başını çıkartmak büyük problem olabiliyor. (ben bir tane düşürdüm ve yarım saat kadar uğraşmak zorunda kaldım!)

- Eldiven:
Telleri elle gerdirirken kullanmak için bir çift kalın deri eldiven

ÖN HAZIRLIKLAR:
1. Parçaları Ölçme:
İmalatçıların verdiği değerlere körü körüne güvenmeyip, parçaları bir de kendimiz ölçmeliyiz. Özellikle tel uzunluğu hesabında en büyük etken olan ERD (Efektif Jant Çapı) değerinin ölçümünün nasıl yapılacağı bazı kaynaklarda yanlış ya da çok açık değil. Musson’un tarif ettiği yöntem en sağlıklısı ve şöyle:
- Önce iki jant telini alıp, her ikisinin de dişli ucundan itibaren belli bir mesafeyi ölçüp (mesela 200mm) orayı bir şekilde işaretliyoruz (burada kırmızı bant yapıştırdım)

- Daha sonra jantın karşılıklı iki deliğine bu telleri geçirip her ikisine de birer tel başı takıyoruz. Yalnız Önemli Nokta!!!: Tellerin uçları tel başındaki tornavida yuvasının dibiyle sıfır hizalanacak şekilde ayarlıyoruz.
(link)
Ve iki teli yuvalarına iyice oturtup dümdüz bir hat üzerinde hizaladıktan sonra daha önce işaretlediğimiz noktalar arasını ölçüyoruz. Ölçtüğümüz mesafe X ise; ERD=200+200+X oluyor.

Benim yaptığım ERD ölçümü ile Notubes’un fabrika verisi arasında 2mm fark vardı. Bu tel uzunluğunda 1mm fark getirir!
2. Tel Uzunluklarına Karar Verme:
Tel uzunluğu hesaplamadaki en iyi programlardan birisi Damon Rinard’ın programı. Direk link veremiyorum ama ücretsiz ve kolay bulunuyor. Önemli nokta girdiğiniz değerleri birkaç kere çok dikkatli kontrol etmek!
Hesaplamayı yaptıktan sonra asıl kafa kurcalayıcı kısma geliyor sıra; küsüratları yuvarlamak :unsure: Teller sadece 1mm aralıklarla satıldığından, hesapladığımız ideal tel uzunluğunu bir şekilde tam sayıya yuvarlamak gerekiyor; ama bir üst tamsayıya mı yoksa aşağı mı yuvarlamalı?
Musson öncelikle bir alt tamsayıya yuvarlama yanlısı. 0.6mm küsürata kadar alt tamsayıya, daha fazlasını ise bir üst tamsayıya yuvarlamamız gerekiyormuş. Ancak şu da var ki, bazı tel üreticileri 2mm uzunluk aralıklarıyla da üretim yapabiliyor malum. Bu durumda kararımız değişebilir. Örnek olarak; ideal tel uzunluğumuzu 255.5 hesapladık ve aslında bir alt tamsayı olan 255mm tel seçmemiz gerekir. Ancak diyelim ki istediğimiz tellerden sadece 254mm veya 256mm bulunuyor. Bu durumda 254 seçmiyoruz çünkü idealden 1.5mm sapma çok fazla, seçmemiz gereken uzunluk 256mm.
Sonuçta Musson ideal (programın hesapladığı) tel uzunluğundan +/-1mm ’den daha fazla sapmamamızı tavsiye ediyor.
Dikkat edilecek bir nokta da tellerin kalitesi: Teller tekerin sağlamlığında jant ve göbeklerden çok daha önemli! Bu yüzden özellikle telleri bilinen ve güvenilen markalardan seçmekte fayda var.
3. Tel Başı Seçimi:
Musson, sağlamlıkları ve tekrar tekrar kullanılabilmeleri sebebiyle Pirinç tel başı öneriyor. Ancak ağırlık avantajı için aluminyum kullanmakta da bir sakınca olmadığını söylüyor. Aluminyum tel başı kullanırken dikkat edilecek noktalar ise; mümkün olduğunca kullanılmış tel başlarını tekrar kullanmamak ve akort ederken tel başına çok iyi oturan bir anahtar kullanmak; zira aluminyum deforme olmaya çok meyilli.
ÖRME:
1. Tel Dişlerini Yağlama:
İnce bir makina yağı kullanarak tel dişlerini yağlıyoruz. En pratik yöntem bir kaba 3-4mm seviyede yağ koyup tüm telleri fotoğraftaki gibi yağa batırdıktan sonra bir bezle fazla yağını alıp kirlenmeyecek ve kolay ulaşılabilecek bir yere koymak.

(Tekeri örerken DS ve NDS telleri karıştırmayacak şekilde ayrı yerlere koymak önemli; ben DS’leri sağıma NDS’leri soluma koyuyorum.)
2. Jant Deliklerini Yağlama:
Jantın içindeki tel başlarının oturacağı yüzeyi bir pamuklu çubuk kullanarak yine ince makina yağıyla yağlıyoruz. Az bir yağ yeterli.

3. İlk Teli Takma:
İlk teli göbeğin DS flanşına dıştan içe doğru geçiriyoruz. Geleneksel olarak tekerler, jant yazıları DS (bisikletin sağ) tarafından okunacak şekilde ve subap deliği ile göbek yazısı hizalanarak örülür. Bunların fonksiyona pek fazla katkısı olmasa da detaylara verilen önemi gösterdiğinden uygulamak isteyebilirsiniz. Bu durumda göbek üzerinde ilk telin takılacağı delik önemli! Aşağıdaki fotoğraf subap deliğinin göbek yazısı ile hizalanması için ilk telin hangi deliğe takılması gerektiğini gösteriyor. (Göbekteki 3,2,1 rakamları 3cross, 2cross, 1cross gibi seçtiğimiz örüm şekline tekabül eden kullanmamız gereken deliği gösteriyor. 0 Radial manasında.)
Hangi örüm şeklini uygulayacaksanız ilk teli göbeğin o deliğinden geçirdikten sonra jant üzerindeki kesik çizgiyle gösterdiğim (subap deliğinin bir yanındaki) deliğe bağlamanız lazım. Ben 3X öreceğim için tekabül eden delikten geçirdim.

Teli jantın subap deliğinin bir yanındaki deliğe geçirip tel başını taktığımızda ortaya çıkan görünüm böyle. (Bu görünüm DS tarafından; subap deliğini kolayca bulabilmek için üzerine bir parça bant yapıştırdım. Ayrıca jantın yazısının bu taraftan okunduğuna da dikkat ediniz.) Tel başını sadece 2-3 tur çevirmek yeterli.
4. DS İç telleri Takma:
Göbek üzerinde birer delik atlayarak; jant üzerinde ise üçer delik atlayarak aynı şekilde dıştan içe 8 teli örüyoruz.


5. NDS İç telleri Takma:
Göbeğe DS tarafından bakınca diğer flanştaki deliklerin bizim taraftakilerin tam arasına denk gelecek şekilde (çapraz) delindiğini görüyoruz. Göbeğin NDS tarafına taktığımız ilk teli dışarıdan içeriye geçirerek fotoğrafta görünen (hemen yanindaki ilk) jant deliği ile birleştiriyoruz.


8 teli aynı şekilde takınca aşağıdaki görüntüyü elde etmemiz lazım
(link)
6. Göbeği Döndürme:
Göbeği fotoğraftaki gibi döndürüyoruz. Teller yerlerine çok sıkı geçmişse dönmekte zorluk çıkarabilir; bu durumda tellere elle yön vererek göbeği adım adım döndürmek mümkün.

7. DS Dış Telleri Takma:
Artık takacağımız teller daha öncekilerle zıt yönde olacak ve öncekilerin aralarından örerek geçireceğiz. Bu seferki ilk telimizi göbeğin DS tarafındaki herhangi bir deliğe fotoğraftaki gibi içten dışa geçiriyoruz.

Telimizi aşağıdaki gibi iki telin üzerinden, üçüncü telin altından geçirerek işaretli deliğe denk getiriyoruz. (3X dışındaki örüm şekilleri için; teli sadece kestiği son telin altından geçiriyoruz.)
(link)
İşte tel başı çubuğumuzu kullanacağımız yer burası; artık göbeğimiz dönmüş olduğu için teller jant deliğinden geçemiyor; tel başlarını delikten geçirip telle buluşturmalıyız.

8 teli aynı şekilde taktıktan sonra tekerimiz böyle görünmeli

8. NDS Dış Telleri Takma:
Telimizi NDS tarafındaki herhangi bir deliğe içten dışa geçiriyoruz.

Yine iki telin üzerinden, son telin altından geçirerek, jant üzerinde o bölgede son kalan deliğe bağlıyoruz.

Jantımızı topladıktan sonra son kontrolleri yapıyoruz: tellerin genel görünümüne, aradaki olası yanlış bağlantılara ve tüm tellerin bir telin altından örülmüş olup olmadığına dikkat ediyoruz. (Yanlış bağlantılar ister istemez zaten sona gelmeden farkediliyor, ancak bir teli kolaylıkla örmeden (bir telin altından geçirmeden) bağlayabiliriz ve dikkatli bakmadan bunu farketmek çok zor olabilir. Tekerimizin akorda geçmeden önce son hali aşağıdaki gibi olmalı:

AKORT:
1. Tel Boşluğunu Alma 1:
Artık bu safhada örülmüş tekeri akort sehpasına yerleştiriyoruz. Subap deliğinden başlayarak tüm tel başlarını yaptığımız tel başı tornavidası ile sonuna kadar (tornavida tel başından atana kadar) sıkıyoruz. Ancak bu adımda henüz tel başlarının tamamen boş dönüyor olması lazım! Eğer bu işlemin ortalarında tel başlarının zor dönmeye başladığını hissederseniz telleri gereğinden kısa seçmişsiniz demektir. Bu noktada durup kaldığınız teli bir bant yapıştırarak işaretleyin ve geriye dönüp biraz önce tornavida ile sıktığınız tüm telleri anahtar ile 2 tur gevşetin. Daha sonra tekrar kaldığınız yerden tornavida ile sıkmaya devam edin ancak kalan telleri de 2 tur gevşetmeyi unutmayın. Böylece başlangıç için bütün telleri eşit miktarda sıkmış olduk. Bu adımı ne kadar özenli yaparsanız sonraki adımlarda işiniz o kadar kolaylaşır!

2. Tel Boşluğu Alma 2:
Tel uzunluklarını doğru seçmişsek bu aşamada tellerin oldukça gevşek olması lazım. Şimdi elimize tel başı anahtarını (spokey) alıp bu gevşekliği biraz alacağız. Yine subap kapağından başlayarak tüm telleri 1/2 veya 1 tur sıkıyoruz. Fazla offsetli arka jantlarda jantı merkezde tutmak için DS tarafındaki telleri NDS tarafına göre daha fazla sıkmak gerekecek. (Benim deneyimime göre NDS tarafındaki tel başlarını 1 tur sıkıyorsak DS tarafını 1.5 tur civarlarında sıkmak gerekiyor. Bu yüzden hep önce bir tarafı tamamlayıp, sonra diğer tarafa geçmek karışıklığı önleyebilir.) Bu adım sonunda henüz tellerden ses gelmeyecek!
3. Jantı Kaba Şekilde Ortalama (dishing):
Bu aşamada ilk kez jantın göbeğe göre tam ortada olup olmadığını kontrol ediyoruz. Tel uzunluklarını doğru seçmişsek zaten jantın ortaya yakın olması gerekir. Ama değilse, sadece bir taraftaki tel başlarının tümünü sıkarak jantı ortaya yaklaştırıyoruz. Yaptığımız jant ortalama mastarını basit bir şekilde aşağıdaki fotoğraftaki gibi kullanıyoruz; elimizle bir bıçağı/kalemi göbeğin bir tarafına dayadıktan sonra tek elimizde mastarı üzerindeki bıçağın pozisyonunu bozmadan tutarken, diğer elimizle tekerin diğer tarafını çevirip aradaki farka bakıyoruz.

Bıçak ne tarafa daha yakınsa o tarafın tellerini sıkıyoruz. Şu an için 1-2mm civarlarında bir kaçıklığa ulaşsak bile yeterli. Çok ufak ayarlamalar bile ortalamada etkili oluyor; o yüzden her seferde 1/2 hatta 1/4 tur çevirmek yeterli.
4. Telleri Hizalama:
Bu aşamada halen tellerimizin fazla gerilmemiş olması gerekli ve dış taraftaki tellerin dışarı doğru hafif bir yay çizdiği açıkça belli olmalı.

İşte bizim istediğimiz sadece bu yay çizen tellerin göbekten çıktığı noktada dirseğini elle bastırarak biraz deforme etmek; bu sayede direk göbekten jant deliğine yönelecek şekilde düzeltmek. Musson’a göre bu çok zorunlu olmasa da faydalı bir işlem. Ancak hemen telin çıktığı (direseğine yakın) bölgeden bastırmak gerekli; göbek flanşına uzak bir noktadan bastırmaktan kaçının! Bu telin dirsekten değil de ortadan bükülmesine sebep olabilir.
5. Tel Germe:
Artık bu adımda tellerden ses gelene kadar geriyoruz. Bunu yine subap kapağından başlayarak her tel başını ufak adımlarla (1/4 tur gibi) sıkarak yapıyoruz. Yalnız henüz fazla germekten kaçının! Teli bir gitar teli gibi çektiğimizde pesten de olsa “tınlaması” yeterli. Buraya kadarki adımları yeterince özenli yapmışsanız ve jantta da bir eğrilik yoksa şu haliyle tekerin gayet düzgün (çok bariz bir sekiz çizmeden veya zıplama yapmadan) dönüyor olması lazım. Eğer bu aşamada teker hatalı dönüyorsa (yanal veya radya salgı 2-3mm’den fazlaysa) muhtemelen bir hata yapmışsınız demektir; bütün telleri geri gevşetip Akort kısmının 1. basamağından tekrar almak en iyisi. Çok dikkat ettiğiniz halde ikinci seferde de aynı hatayla karşılaşıyorsanız jantın düzgünlüğünden şüphe edebilirsiniz.
6. Yanal Salgı Düzeltme:
Yanal salgıya bakıp çok kaba hataları düzeltiyoruz, bu safhada çok ince bir ayara gerek yok, ancak sona yaklaştıkça daha hassas ayar için uğraşacağız. Akort sehpamızın yanal salgı aparatını janta yaklaştırdıktan sonra tekeri döndürerek aradaki mesafeye bakıyoruz. Jantı aparata sürtmeye gerek yok.

Jantın yaklaştığı veya uzaklaştığı bölgeleri şöyle düzeltiyoruz; önce bu bölgedeki telleri elimizle tınlatıp çıkan notaları karşılaştırıyoruz; yalnız önemli nokta her zaman DS veya NDS tarafını kendi tarafındaki tellerle karşılaştırıyoruz; iki farklı taraftaki telleri birbiriyle karşılaştırmıyoruz. İdealde aynı taraftaki tüm tellerin aynı notayı vermesi gerekir; daha tiz bir nota daha gergin, daha pes bir nota ise daha gevşek bir tel demektir.
Söz konusu bölgeyi bu şekilde kontrol ettikten sonra kaçıklığa sebep olan tel veya telleri buluyoruz. Genellikle bölgesel bir kaçıklıktan sadece bir veya birkaç tel sorumludur. Doğru tel veya telleri bu yöntemle “bularak” düzeltmek çok önemli! Tahmin ile ayar yapmıyoruz! Eğer jant, aparatımızdan uzaklaşıyorsa, karşı taraftaki tellerden birinin/birkaçının fazla gergin olması ve/veya aparat tarafındaki tellerden birinin/birkaçının gevşek olması olasıdır. Jantın aparata yaklaştığı durumdaysa tam tersi geçerli. Buna göre ayar yapıp, tellerin notalarını eşitlemeye çalışıyoruz ve yanal salgıyı makul bir seviyeye indiriyoruz.
Önümüzdeki her adımdan sonra da yanal salgıyı kontrol ediyoruz, aynı yöntemle gerekli düzeltmeyi yapıp bundan sonra da düzgün kalmasını sağlıyoruz. Sona yaklaştıkça ayarlarımızı ufaltıyoruz; ince ayar için 1/4 hatta 1/8’lik müdahaleler yeterli oluyor.
7. Radyal Salgı Düzeltme:
Bu adımda radyal salgı aparatımızı sehpaya koyup önceki adımdakine benzer şekilde aradaki mesafeye bakıyoruz.

Şu aşamada telleri sıkarak gittiğimiz için önce aradaki mesafenin azaldığı bölgelere (yani jantın yüksek noktalarına) yöneliyoruz. Öncelikle yine telleri tınlatarak hatalı bölgede gevşek tel olup olmadığını anlamaya çalışıyoruz ve bunları sıkıyoruz. Mesafenin arttığı alçak noktalarda ise gevşetilecek telleri buluyoruz.
Ancak burada dikkat edilecek nokta; radyal hataları düzeltirken yanal ayarı bozmamak için hatalı bölgede her iki taraftaki telleri de aynı oranda sıkmak veya gevşetmek. (Offsetli arka jantlarda DS tarafını daha fazla) Ve radyal ayar yaparken genellikle sadece bir/iki teli sıkıp/gevşetip bırakmıyoruz; yüksek/alçak noktada yaptığımız ayarı hafifleterek bu nokta etrafına yayıyoruz . Aksi takdirde birsürü ufak zıplaması olan bir jant elde edebiliriz! Bu adımda radyal salgıyı makul bir seviyeye indirebilmek çok önemli çünkü teller gerginleştikçe radyal hataları düzeltmek zorlaşıyor! Ek olarak, çoğu jantın birleşme yerinde kaynaktan vs kaynaklanan kusurlar olabiliyor. Buralardaki noktasal kusurları çok fazla gözönüne almaya gerek yok. Ayrıca yine bu birleşme bölgesindeki şekil bozukluğu sebebiyle radyal veya yanal olarak çok düzgün ayar tutturmak bazı tellerin diğerlerine oranla çok gergin/gevşek olmasını gerektiriyorsa, salgılardan biraz feragat edip tellerin eşit gerginlikte olmasını sağlamak tercih edilmeli.
8. Tel Gerginliklerini Eşitleme:
Yanal ve radyal salgıyı makul bir düzeye indirdikten sonra sıra geldi genellikle esgeçilen bölüme! Tekerin ömrü ve sağlamlığı için eşit bir gerginlik dağılımı çok önemli. Gerginlikleri eşitlemek için yine tınlatma yöntemini uyguluyoruz. Ancak bu sefer bir taraftaki tüm telleri tek tek tınlatarak ortalama notalarına bakıyoruz, daha sonra ise diğerlerine göre tiz veya pes ses çıkaranlara odaklanıyoruz. Gevşek bir telin çekmesi gereken fazla yükü hemen komşusu olan (ancak aynı taraftaki komşusu) teller çekeceğinden bu komşu tellerin ortalamadan biraz daha gergin olması olasıdır. Bunu aklımızda tutarak telleri gevşetip/sıkıp notaları az çok eşitleyene kadar devam ediyoruz. (Bunu DS ve NDS her iki taraf için de ayrı ayrı tekrarlıyoruz)
Elinizde bendeki gibi bir ölçüm aletiniz varsa tel gerginliklerinin son kontrolünü bu aletle yapmanız tabii ki en iyisi, ancak tınlatma da en az aynı hassaslıkta ve çok daha hızlı bir yöntem. Sadece bu yöntemle elinizde sayısal bir değer olmuyor, ancak karşılaştıracak referans bir jantınız varsa, elinizin hissiyatıyla karşılaştırarak sorunsuz çalışacak bir gerginlik değeri elde edilebileceğini söylüyor Musson. Ancak karşılaştırırken benzer kalınlıkta telleri tekabülü ile (misal arka jantların DS taraflarını birbiriyle) karşılaştırmak lazım. Ve varsa lastiğin inik olması önemli.
Şunu belirtmekte fayda var ki; yanal ve radyal hatası çok az olan ancak tel gerginlikleri dağda taşta gezinen bir teker toplamak oldukça mümkün; zaten tekerin akort ayarının zamanla bozulmasının en büyük sebebi budur. Böyle bir jantta gevşek olan tel başları kullanımla daha da gevşeyecek ve akort ayarı kısa sürede kaçacaktır. Tel başlarını yerinde tutan yeterli tel gerginliğidir ve Musson’un dediğine göre düzgün toplanan bir teker anormal bir darbe almadıkça, ne bir “alışma süreci”nden sonra, ne de belli periyodlarla akort ayarına ihtiyaç duymamalı. Gerginlik eşitleme işlemini ileriki safhalarda birkaç defa daha yapacağız. Özellikle ilk “tel esnetme”den sonra ve teller son gerginliğine doğru yaklaşırken..
9. Jantı Hassas Ortalama:
Bu adımda jantın hala ortada olup olmadığını kontrol ediyoruz ve değilse 3. adımdaki gibi ayarlıyoruz. Ancak daha hassas bir seviyede ayar yapmaya çalışıyoruz. Teller son gerginliklerine doğru sıkarken de arada sırada bu kontrolü yapıyoruz.
10. Son Tel Germe:
Artık yavaş yavaş telleri son gerginliklerine doğru sıkıyoruz. Daha önce “Tel Boşluğunu Alma”da yaptığımız gibi her seferinde komple bütün telleri sıkarak adım adım sona yaklaşıyoruz. Azar azar ilerlemek (her seferde 1/4 tur civarında bir sıkma gibi) çok daha iyi olacaktır. Bu aşamada artık dikkat etmemiz gereken iki nokta daha çıkıyor karşımıza.
- Tel Dönmesi: Teller gerildikçe tel başları daha zor dönmeye başlayacak ve teli de beraberinde bir miktar döndürerek burulmasına sebep olacaktır. Ancak biz kesinlikle telin burulmuş bir şekilde kalmasını istemiyoruz! Çünkü burulmuş bir tel teker kullanıldıkça normal haline geri dönecek ve akort ayarımızın bozulmasına sebep olacaktır. Telin ayar esnasında dönüp dönmediğini anlamanın en basit yolu aşağıdaki fotoğraftaki gibi tele bir bant yapıştırıp anahtar ile teli çevirirken telin dönüp dönmediğine bakmak.

Eğer tel dönüyor ise; anahtarı döndürürken telin ne kadar döndüğünü aklımıza kaydedip, telin dönmeyi kestiği noktadan itibaren ne ayar yapacaksak yapacağız (misal, 1/4 tur sıkacağız) daha sonra telin döndüğü miktar kadar anahtarı geriye döndüreceğiz. Sonuçta yapıştırdığımız bandın açısı baştakiyle aynı hale gelmeli. Teller gerildikçe daha fazla dönmeye başlayacaklar.
Ayrıca bir telin dönük durup durmadığını kontrol etmek için de yöntem şu: Tel başını anahtarla her iki tarafa çeviriyoruz; bant iki tarafa doğru salınım yapacaktır. Telin düzgün durduğu nokta bu salınımın orta noktasıdır. Ancak bantı her tel için söküp takmak çok da pratik değil; bant ile biraz deneyip görsel olarak aşinalık sağladıktan sonra ben el ile kontrol etmeye başladım. Sağ el ile ayar yaparken sol elle ayarladığım teli tuttuğumda telin ne kadar döndüğünü hissedip ayardan sonra eski pozisyonuna getiriyorum.
- Telleri Esnetme: Bunu tellerin ve telbaşlarının yerlerine oturmalarını ve dönmüş teller varsa düzelmelerini sağlamak için yapıyoruz. Telleri esnetmenin çeşitli yöntemleri var ancak Musson’un önerdiği yöntem aşağıdaki fotoğraflardaki gibi..


Aynı taraftaki iki paralel teli ortalarından kavrayıp sıkıca birbirlerine doğru çekiyoruz. (Tabii bunu yaparken eldiven takmak gerekli, ben daha rahat görünmesi için eldiven kullanmadım) Bunu telleri son gerginliklerine getirirken birkaç kez tekrarlıyoruz. Telleri ilk kez esnettiğimizde jantın ayarları biraz bozulabilir ama sonraki esnetmelerde çok etkilenmeyeceklerdir.
TÖLERANSLAR:
Tekerlerimiz aşağıdaki töleranslar dahilinde olmalı:
Yanal: 0.2mm
Radyal: 0.5mm
Dish: 1mm (toplam)
Tekerlerimiz bitmiştir arkadaşlar! :

DİPNOT: Musson’a göre düzgün örülmüş bir tekerde “locktite” tarzı yapıştırıcılara hiçbir zaman gerek yok. Bunlar sadece yetersiz örüm tekniğini kompanse etmeye çalışmakmış.
VE SONUÇ:
Bu bilgiler doğrultusunda topladığım ilk çift tekerde bu kadar güzel bir sonuç elde etmeyi ben bile beklemiyordum! (ZTR Race jantların “akort edilebilecek en zor” jantlardan biri olarak geçtiğini ve kullanılmış olduklarını da düşünürsek) Tekerlerin ve yaptığım akort ayarının ömrünü tabii ki zaman gösterecek ancak salgı değerleri Musson’un töleransları dahilinde (ok, bazılarında sınırları zorluyor ) ve tel gerginlikleri oldukça makul bir dağılımda şu an. Mükemmel olmasa da ilk deneyim için oldukça tatmin edici bence.
Siz bu konuda ne düşünürsünüz bilmem ama hazır bir jant seti almaktansa, bisiklet işçiliğinin en ustalık gerektiren dallarından biri olan bu olayı başarıyla tamamlayıp, elinizde göbeklerini, çemberlerini, tellerini ve hatta tel başlarını tek tek özenle seçip kendi ördüğünüz bir tekeri tutmak harika bir his! Eğer elimden iş gelir diyorsanız denemenizi tavsiye ederim.
Ve ilk sürüş!!!

(Güncel bilgi - 2014: Bu tekerleri birkaç senedir dağ, tepe, toprak çamur demeden kullanıyorum. Bir keresinde ön tekere kolum kalınlığında dal girdi 2 teli değiştirip kullanmaya devam ettim. Bunun dışında da ilk yaptığım akort ayarına daha sonra bir kere bile dokunmama gerek kalmadı.)
Öncelikle burada aktardığım bilgi ve yöntemlerin çoğunun kaynağının Roger Musson’un “ Professional Guide to Wheelbuilding” kitabı olduğunu belirtmeliyim. Yoksa ben de bu işte çok tecrübeli olduğumu söyleyemem; her ne kadar daha önce birkaç teker örmüşlüğüm varsa da baştan sona akorduyla birlikte bitirdiğim ilk tekerler şimdikiler oldu. Roger Musson, mühendislik geçmişi olan ve şu anda sadece tekerlek örme işiyle uğraşan birisi. Yazdığına göre her branştan profesyonel bisikletçi müşterisi varmış. Kitabın pdf versiyonu yazarın kendi web sitesinden cüzzi bir fiyata indirilebilmekte; bu işe girmek isteyen arkadaşlara öncelikle bu kitabı edinmelerini kuvvetle tavsiye ediyorum. Musson’un anlatımı çok kesin ve açık, işin bütün inceliklerini ele alıyor, benim bu işe olan bakış açımı tamamen değiştirdiğini söyleyebilirim. Yazarın emeğine saygı göstermek adına direkt olarak çeviri yapmak veya fotoğrafları paylaşmak istemiyorum. Kendi çektiğim fotoğraflarla metodu özetlemeye çalışacağım, anlaşılmayan nokta olursa daha ayrıntılı açıklamaya çalışırım.
ÖN TERMİNOLOJİ:
DS (Drive Side): Aynakol veya zincir tarafı (Sürücüye göre sağ)
NDS (Non-Drive Side): Aynakolun aksi tarafı (Sürücüye göre sol)
Yanal Salgı (Kaçıklık): Tekerin dönme eksenine paralel (Sağ-Sol) yönde olan hatalar
Radyal Salgı (Kaçıklık): Tekerin dönme eksenine dik (Çap yönündeki) hatalar
GEREKLİ MALZEMELER:
-Akort Sehpası:
Musson’a göre teker yapmaya başlamadan önce bir akort sehpası yapmamız gerekiyor! Bu kendi tasarımı olan basit ahşap/mdf sehpanın sadece daha ekonomik olduğu için değil, çoğu pahalı sehpadan daha kullanışlı olduğu için de yapılması gerektiğini söylüyor. Ve söylediğine göre kendisi de sadece bu sehpayı kullanıyormuş. (Ahşap sehpanın bir avantajı da daha sonraki aşamalarda göreceğimiz “telin sesinden gerginliğini anlama” metodunda metal sehpalara göre tel sesini çok daha iyi tınlatması) Bana göre bu sehpanın tek eksiği, tekerin ortalanmasının (dishing) kontrolü için sehpadan çıkarmak zorunda olunması, ama zaman kısıtlamanız yoksa bu o kadar da büyük bir problem değil. Sehpanın çizimleri ve tarifi kitapta mevcut.
Sehpayı mdf’den yapıp sarı folyo ile kapladım. Yapmışken düzgün birşey olsun istedim
Sehpa parçalarını benim için kestiren Ahmet’e (miura) teşekkürler!
- Tel Başı Tornavidası:
Bu sadece tel başlarını ilk sıkmada kolaylık sağlayan bir alet olmanın yanısıra, tekeri ilk ördüğümüzde bütün tel başlarının tellere aynı miktarda girmesini garantiliyor, bu sebeple olmazsa olmaz aletler arasında. Bunu sağlayan ise tornavida ucundaki 3x1mmlik çıkıntı. Tel, tel başı içersine belirli bir miktar girdikten sonra bu çıkıntıyı iterek tornavidanın tel başından ayrılmasını sağlıyor. Bunun daha profesyonel olanları krank şeklinde, bu sayede onları çok daha hızlı kullanmak mümkün ama benim gibi zaman kısıtlamanız yoksa ucuz bir tornavidanın ucunu fotoğraftaki gibi düzgün bir şekilde işleyerek bu aleti yapabilirsiniz.
- Tel Başı Anahtarı:
Çeşitli standartlarda tel başları için birkaç değişik ölçüde bulunuyor. Ancak bütçeniz elveriyorsa kaliteli bir marka almanızı öneririm. Fotoğrafta görünen DT’nin tel başını 4 taraftan kavrayan modeli gibi.
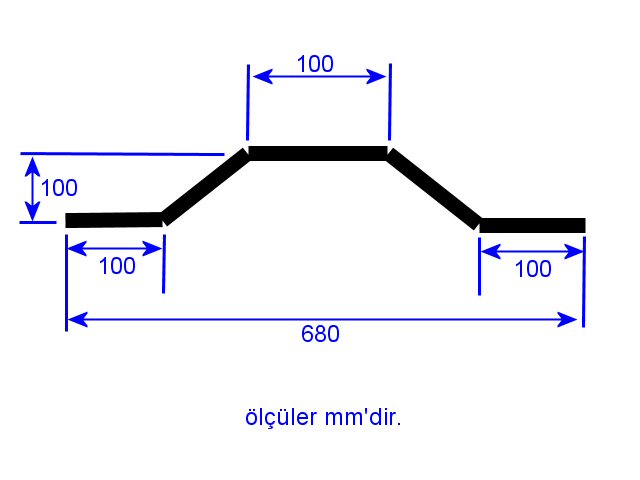
- Teker Ortalama (Dishing) Mastarı:
Bu da aslında çok basit bir fonksiyonu olmasına karşın ucuz olmayan ve burada kolay bulunmayan bir alet. Musson bunun çok basit “kartondan” bir versiyonunu tarif ediyor, ama ben biraz daha uzun ömürlü birşey olması amacıyla aluminyumdan yaptım.
Ölçüleri şöyle:
- Tel Gerginliği Ölçme Aleti (Tension Gauge - opsiyonel):
Biraz deneyim sahibi olduktan sonra doğru gerginliği az çok anlayabiliyorsunuz, veya referans bir jantla karşılaştırabilirsiniz. Ama benim gibi hassas jantlarla uğraşacaksanız gerekli bir alet.
- Tel Başı Tutma Çubuğu (opsiyonel):
Tel başı yuvalarının çevresinde yüksük olmayan jantlarda (benim kullandığım ZTR’ler gibi) bazı tel başlarını tele geçirirken tutmak için böyle basit bir çubuğa ihtiyacımız olacak. Aksi takdirde jantın içine düşen tel başını çıkartmak büyük problem olabiliyor. (ben bir tane düşürdüm ve yarım saat kadar uğraşmak zorunda kaldım!)
- Eldiven:
Telleri elle gerdirirken kullanmak için bir çift kalın deri eldiven
ÖN HAZIRLIKLAR:
1. Parçaları Ölçme:
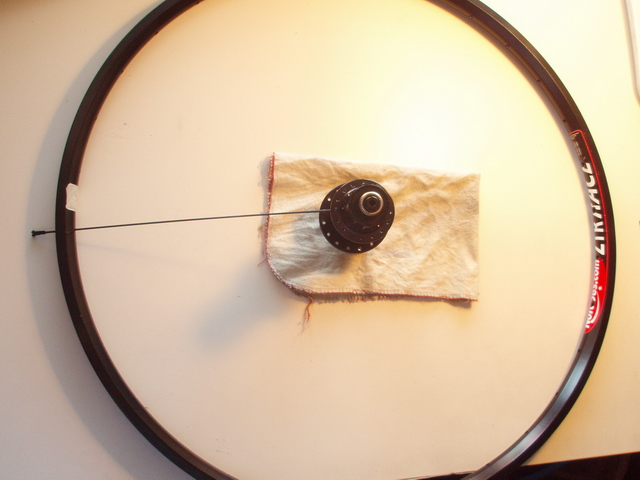
İmalatçıların verdiği değerlere körü körüne güvenmeyip, parçaları bir de kendimiz ölçmeliyiz. Özellikle tel uzunluğu hesabında en büyük etken olan ERD (Efektif Jant Çapı) değerinin ölçümünün nasıl yapılacağı bazı kaynaklarda yanlış ya da çok açık değil. Musson’un tarif ettiği yöntem en sağlıklısı ve şöyle:
- Önce iki jant telini alıp, her ikisinin de dişli ucundan itibaren belli bir mesafeyi ölçüp (mesela 200mm) orayı bir şekilde işaretliyoruz (burada kırmızı bant yapıştırdım)
- Daha sonra jantın karşılıklı iki deliğine bu telleri geçirip her ikisine de birer tel başı takıyoruz. Yalnız Önemli Nokta!!!: Tellerin uçları tel başındaki tornavida yuvasının dibiyle sıfır hizalanacak şekilde ayarlıyoruz.
(link)
Ve iki teli yuvalarına iyice oturtup dümdüz bir hat üzerinde hizaladıktan sonra daha önce işaretlediğimiz noktalar arasını ölçüyoruz. Ölçtüğümüz mesafe X ise; ERD=200+200+X oluyor.
Benim yaptığım ERD ölçümü ile Notubes’un fabrika verisi arasında 2mm fark vardı. Bu tel uzunluğunda 1mm fark getirir!
2. Tel Uzunluklarına Karar Verme:
Tel uzunluğu hesaplamadaki en iyi programlardan birisi Damon Rinard’ın programı. Direk link veremiyorum ama ücretsiz ve kolay bulunuyor. Önemli nokta girdiğiniz değerleri birkaç kere çok dikkatli kontrol etmek!
Hesaplamayı yaptıktan sonra asıl kafa kurcalayıcı kısma geliyor sıra; küsüratları yuvarlamak :unsure: Teller sadece 1mm aralıklarla satıldığından, hesapladığımız ideal tel uzunluğunu bir şekilde tam sayıya yuvarlamak gerekiyor; ama bir üst tamsayıya mı yoksa aşağı mı yuvarlamalı?
Musson öncelikle bir alt tamsayıya yuvarlama yanlısı. 0.6mm küsürata kadar alt tamsayıya, daha fazlasını ise bir üst tamsayıya yuvarlamamız gerekiyormuş. Ancak şu da var ki, bazı tel üreticileri 2mm uzunluk aralıklarıyla da üretim yapabiliyor malum. Bu durumda kararımız değişebilir. Örnek olarak; ideal tel uzunluğumuzu 255.5 hesapladık ve aslında bir alt tamsayı olan 255mm tel seçmemiz gerekir. Ancak diyelim ki istediğimiz tellerden sadece 254mm veya 256mm bulunuyor. Bu durumda 254 seçmiyoruz çünkü idealden 1.5mm sapma çok fazla, seçmemiz gereken uzunluk 256mm.
Sonuçta Musson ideal (programın hesapladığı) tel uzunluğundan +/-1mm ’den daha fazla sapmamamızı tavsiye ediyor.
Dikkat edilecek bir nokta da tellerin kalitesi: Teller tekerin sağlamlığında jant ve göbeklerden çok daha önemli! Bu yüzden özellikle telleri bilinen ve güvenilen markalardan seçmekte fayda var.
3. Tel Başı Seçimi:
Musson, sağlamlıkları ve tekrar tekrar kullanılabilmeleri sebebiyle Pirinç tel başı öneriyor. Ancak ağırlık avantajı için aluminyum kullanmakta da bir sakınca olmadığını söylüyor. Aluminyum tel başı kullanırken dikkat edilecek noktalar ise; mümkün olduğunca kullanılmış tel başlarını tekrar kullanmamak ve akort ederken tel başına çok iyi oturan bir anahtar kullanmak; zira aluminyum deforme olmaya çok meyilli.
ÖRME:
1. Tel Dişlerini Yağlama:
İnce bir makina yağı kullanarak tel dişlerini yağlıyoruz. En pratik yöntem bir kaba 3-4mm seviyede yağ koyup tüm telleri fotoğraftaki gibi yağa batırdıktan sonra bir bezle fazla yağını alıp kirlenmeyecek ve kolay ulaşılabilecek bir yere koymak.
(Tekeri örerken DS ve NDS telleri karıştırmayacak şekilde ayrı yerlere koymak önemli; ben DS’leri sağıma NDS’leri soluma koyuyorum.)
2. Jant Deliklerini Yağlama:
Jantın içindeki tel başlarının oturacağı yüzeyi bir pamuklu çubuk kullanarak yine ince makina yağıyla yağlıyoruz. Az bir yağ yeterli.
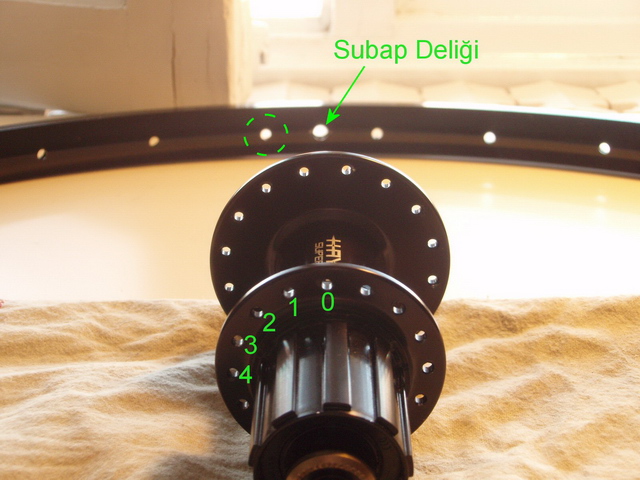
3. İlk Teli Takma:
İlk teli göbeğin DS flanşına dıştan içe doğru geçiriyoruz. Geleneksel olarak tekerler, jant yazıları DS (bisikletin sağ) tarafından okunacak şekilde ve subap deliği ile göbek yazısı hizalanarak örülür. Bunların fonksiyona pek fazla katkısı olmasa da detaylara verilen önemi gösterdiğinden uygulamak isteyebilirsiniz. Bu durumda göbek üzerinde ilk telin takılacağı delik önemli! Aşağıdaki fotoğraf subap deliğinin göbek yazısı ile hizalanması için ilk telin hangi deliğe takılması gerektiğini gösteriyor. (Göbekteki 3,2,1 rakamları 3cross, 2cross, 1cross gibi seçtiğimiz örüm şekline tekabül eden kullanmamız gereken deliği gösteriyor. 0 Radial manasında.)
Hangi örüm şeklini uygulayacaksanız ilk teli göbeğin o deliğinden geçirdikten sonra jant üzerindeki kesik çizgiyle gösterdiğim (subap deliğinin bir yanındaki) deliğe bağlamanız lazım. Ben 3X öreceğim için tekabül eden delikten geçirdim.
Teli jantın subap deliğinin bir yanındaki deliğe geçirip tel başını taktığımızda ortaya çıkan görünüm böyle. (Bu görünüm DS tarafından; subap deliğini kolayca bulabilmek için üzerine bir parça bant yapıştırdım. Ayrıca jantın yazısının bu taraftan okunduğuna da dikkat ediniz.) Tel başını sadece 2-3 tur çevirmek yeterli.
4. DS İç telleri Takma:
Göbek üzerinde birer delik atlayarak; jant üzerinde ise üçer delik atlayarak aynı şekilde dıştan içe 8 teli örüyoruz.
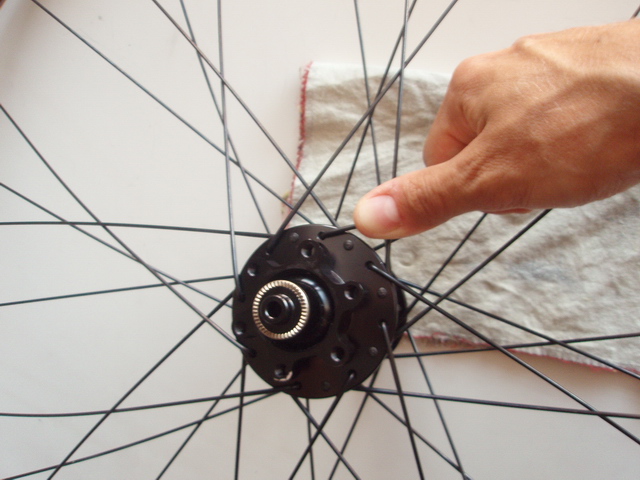
5. NDS İç telleri Takma:
Göbeğe DS tarafından bakınca diğer flanştaki deliklerin bizim taraftakilerin tam arasına denk gelecek şekilde (çapraz) delindiğini görüyoruz. Göbeğin NDS tarafına taktığımız ilk teli dışarıdan içeriye geçirerek fotoğrafta görünen (hemen yanindaki ilk) jant deliği ile birleştiriyoruz.
8 teli aynı şekilde takınca aşağıdaki görüntüyü elde etmemiz lazım
(link)
6. Göbeği Döndürme:
Göbeği fotoğraftaki gibi döndürüyoruz. Teller yerlerine çok sıkı geçmişse dönmekte zorluk çıkarabilir; bu durumda tellere elle yön vererek göbeği adım adım döndürmek mümkün.
7. DS Dış Telleri Takma:
Artık takacağımız teller daha öncekilerle zıt yönde olacak ve öncekilerin aralarından örerek geçireceğiz. Bu seferki ilk telimizi göbeğin DS tarafındaki herhangi bir deliğe fotoğraftaki gibi içten dışa geçiriyoruz.
Telimizi aşağıdaki gibi iki telin üzerinden, üçüncü telin altından geçirerek işaretli deliğe denk getiriyoruz. (3X dışındaki örüm şekilleri için; teli sadece kestiği son telin altından geçiriyoruz.)
(link)
İşte tel başı çubuğumuzu kullanacağımız yer burası; artık göbeğimiz dönmüş olduğu için teller jant deliğinden geçemiyor; tel başlarını delikten geçirip telle buluşturmalıyız.
8 teli aynı şekilde taktıktan sonra tekerimiz böyle görünmeli
8. NDS Dış Telleri Takma:
Telimizi NDS tarafındaki herhangi bir deliğe içten dışa geçiriyoruz.
Yine iki telin üzerinden, son telin altından geçirerek, jant üzerinde o bölgede son kalan deliğe bağlıyoruz.
Jantımızı topladıktan sonra son kontrolleri yapıyoruz: tellerin genel görünümüne, aradaki olası yanlış bağlantılara ve tüm tellerin bir telin altından örülmüş olup olmadığına dikkat ediyoruz. (Yanlış bağlantılar ister istemez zaten sona gelmeden farkediliyor, ancak bir teli kolaylıkla örmeden (bir telin altından geçirmeden) bağlayabiliriz ve dikkatli bakmadan bunu farketmek çok zor olabilir. Tekerimizin akorda geçmeden önce son hali aşağıdaki gibi olmalı:
AKORT:
1. Tel Boşluğunu Alma 1:
Artık bu safhada örülmüş tekeri akort sehpasına yerleştiriyoruz. Subap deliğinden başlayarak tüm tel başlarını yaptığımız tel başı tornavidası ile sonuna kadar (tornavida tel başından atana kadar) sıkıyoruz. Ancak bu adımda henüz tel başlarının tamamen boş dönüyor olması lazım! Eğer bu işlemin ortalarında tel başlarının zor dönmeye başladığını hissederseniz telleri gereğinden kısa seçmişsiniz demektir. Bu noktada durup kaldığınız teli bir bant yapıştırarak işaretleyin ve geriye dönüp biraz önce tornavida ile sıktığınız tüm telleri anahtar ile 2 tur gevşetin. Daha sonra tekrar kaldığınız yerden tornavida ile sıkmaya devam edin ancak kalan telleri de 2 tur gevşetmeyi unutmayın. Böylece başlangıç için bütün telleri eşit miktarda sıkmış olduk. Bu adımı ne kadar özenli yaparsanız sonraki adımlarda işiniz o kadar kolaylaşır!
2. Tel Boşluğu Alma 2:
Tel uzunluklarını doğru seçmişsek bu aşamada tellerin oldukça gevşek olması lazım. Şimdi elimize tel başı anahtarını (spokey) alıp bu gevşekliği biraz alacağız. Yine subap kapağından başlayarak tüm telleri 1/2 veya 1 tur sıkıyoruz. Fazla offsetli arka jantlarda jantı merkezde tutmak için DS tarafındaki telleri NDS tarafına göre daha fazla sıkmak gerekecek. (Benim deneyimime göre NDS tarafındaki tel başlarını 1 tur sıkıyorsak DS tarafını 1.5 tur civarlarında sıkmak gerekiyor. Bu yüzden hep önce bir tarafı tamamlayıp, sonra diğer tarafa geçmek karışıklığı önleyebilir.) Bu adım sonunda henüz tellerden ses gelmeyecek!
3. Jantı Kaba Şekilde Ortalama (dishing):
Bu aşamada ilk kez jantın göbeğe göre tam ortada olup olmadığını kontrol ediyoruz. Tel uzunluklarını doğru seçmişsek zaten jantın ortaya yakın olması gerekir. Ama değilse, sadece bir taraftaki tel başlarının tümünü sıkarak jantı ortaya yaklaştırıyoruz. Yaptığımız jant ortalama mastarını basit bir şekilde aşağıdaki fotoğraftaki gibi kullanıyoruz; elimizle bir bıçağı/kalemi göbeğin bir tarafına dayadıktan sonra tek elimizde mastarı üzerindeki bıçağın pozisyonunu bozmadan tutarken, diğer elimizle tekerin diğer tarafını çevirip aradaki farka bakıyoruz.
Bıçak ne tarafa daha yakınsa o tarafın tellerini sıkıyoruz. Şu an için 1-2mm civarlarında bir kaçıklığa ulaşsak bile yeterli. Çok ufak ayarlamalar bile ortalamada etkili oluyor; o yüzden her seferde 1/2 hatta 1/4 tur çevirmek yeterli.
4. Telleri Hizalama:
Bu aşamada halen tellerimizin fazla gerilmemiş olması gerekli ve dış taraftaki tellerin dışarı doğru hafif bir yay çizdiği açıkça belli olmalı.
İşte bizim istediğimiz sadece bu yay çizen tellerin göbekten çıktığı noktada dirseğini elle bastırarak biraz deforme etmek; bu sayede direk göbekten jant deliğine yönelecek şekilde düzeltmek. Musson’a göre bu çok zorunlu olmasa da faydalı bir işlem. Ancak hemen telin çıktığı (direseğine yakın) bölgeden bastırmak gerekli; göbek flanşına uzak bir noktadan bastırmaktan kaçının! Bu telin dirsekten değil de ortadan bükülmesine sebep olabilir.
5. Tel Germe:
Artık bu adımda tellerden ses gelene kadar geriyoruz. Bunu yine subap kapağından başlayarak her tel başını ufak adımlarla (1/4 tur gibi) sıkarak yapıyoruz. Yalnız henüz fazla germekten kaçının! Teli bir gitar teli gibi çektiğimizde pesten de olsa “tınlaması” yeterli. Buraya kadarki adımları yeterince özenli yapmışsanız ve jantta da bir eğrilik yoksa şu haliyle tekerin gayet düzgün (çok bariz bir sekiz çizmeden veya zıplama yapmadan) dönüyor olması lazım. Eğer bu aşamada teker hatalı dönüyorsa (yanal veya radya salgı 2-3mm’den fazlaysa) muhtemelen bir hata yapmışsınız demektir; bütün telleri geri gevşetip Akort kısmının 1. basamağından tekrar almak en iyisi. Çok dikkat ettiğiniz halde ikinci seferde de aynı hatayla karşılaşıyorsanız jantın düzgünlüğünden şüphe edebilirsiniz.
6. Yanal Salgı Düzeltme:
Yanal salgıya bakıp çok kaba hataları düzeltiyoruz, bu safhada çok ince bir ayara gerek yok, ancak sona yaklaştıkça daha hassas ayar için uğraşacağız. Akort sehpamızın yanal salgı aparatını janta yaklaştırdıktan sonra tekeri döndürerek aradaki mesafeye bakıyoruz. Jantı aparata sürtmeye gerek yok.
Jantın yaklaştığı veya uzaklaştığı bölgeleri şöyle düzeltiyoruz; önce bu bölgedeki telleri elimizle tınlatıp çıkan notaları karşılaştırıyoruz; yalnız önemli nokta her zaman DS veya NDS tarafını kendi tarafındaki tellerle karşılaştırıyoruz; iki farklı taraftaki telleri birbiriyle karşılaştırmıyoruz. İdealde aynı taraftaki tüm tellerin aynı notayı vermesi gerekir; daha tiz bir nota daha gergin, daha pes bir nota ise daha gevşek bir tel demektir.
Söz konusu bölgeyi bu şekilde kontrol ettikten sonra kaçıklığa sebep olan tel veya telleri buluyoruz. Genellikle bölgesel bir kaçıklıktan sadece bir veya birkaç tel sorumludur. Doğru tel veya telleri bu yöntemle “bularak” düzeltmek çok önemli! Tahmin ile ayar yapmıyoruz! Eğer jant, aparatımızdan uzaklaşıyorsa, karşı taraftaki tellerden birinin/birkaçının fazla gergin olması ve/veya aparat tarafındaki tellerden birinin/birkaçının gevşek olması olasıdır. Jantın aparata yaklaştığı durumdaysa tam tersi geçerli. Buna göre ayar yapıp, tellerin notalarını eşitlemeye çalışıyoruz ve yanal salgıyı makul bir seviyeye indiriyoruz.
Önümüzdeki her adımdan sonra da yanal salgıyı kontrol ediyoruz, aynı yöntemle gerekli düzeltmeyi yapıp bundan sonra da düzgün kalmasını sağlıyoruz. Sona yaklaştıkça ayarlarımızı ufaltıyoruz; ince ayar için 1/4 hatta 1/8’lik müdahaleler yeterli oluyor.
7. Radyal Salgı Düzeltme:
Bu adımda radyal salgı aparatımızı sehpaya koyup önceki adımdakine benzer şekilde aradaki mesafeye bakıyoruz.
Şu aşamada telleri sıkarak gittiğimiz için önce aradaki mesafenin azaldığı bölgelere (yani jantın yüksek noktalarına) yöneliyoruz. Öncelikle yine telleri tınlatarak hatalı bölgede gevşek tel olup olmadığını anlamaya çalışıyoruz ve bunları sıkıyoruz. Mesafenin arttığı alçak noktalarda ise gevşetilecek telleri buluyoruz.
Ancak burada dikkat edilecek nokta; radyal hataları düzeltirken yanal ayarı bozmamak için hatalı bölgede her iki taraftaki telleri de aynı oranda sıkmak veya gevşetmek. (Offsetli arka jantlarda DS tarafını daha fazla) Ve radyal ayar yaparken genellikle sadece bir/iki teli sıkıp/gevşetip bırakmıyoruz; yüksek/alçak noktada yaptığımız ayarı hafifleterek bu nokta etrafına yayıyoruz . Aksi takdirde birsürü ufak zıplaması olan bir jant elde edebiliriz! Bu adımda radyal salgıyı makul bir seviyeye indirebilmek çok önemli çünkü teller gerginleştikçe radyal hataları düzeltmek zorlaşıyor! Ek olarak, çoğu jantın birleşme yerinde kaynaktan vs kaynaklanan kusurlar olabiliyor. Buralardaki noktasal kusurları çok fazla gözönüne almaya gerek yok. Ayrıca yine bu birleşme bölgesindeki şekil bozukluğu sebebiyle radyal veya yanal olarak çok düzgün ayar tutturmak bazı tellerin diğerlerine oranla çok gergin/gevşek olmasını gerektiriyorsa, salgılardan biraz feragat edip tellerin eşit gerginlikte olmasını sağlamak tercih edilmeli.
8. Tel Gerginliklerini Eşitleme:
Yanal ve radyal salgıyı makul bir düzeye indirdikten sonra sıra geldi genellikle esgeçilen bölüme! Tekerin ömrü ve sağlamlığı için eşit bir gerginlik dağılımı çok önemli. Gerginlikleri eşitlemek için yine tınlatma yöntemini uyguluyoruz. Ancak bu sefer bir taraftaki tüm telleri tek tek tınlatarak ortalama notalarına bakıyoruz, daha sonra ise diğerlerine göre tiz veya pes ses çıkaranlara odaklanıyoruz. Gevşek bir telin çekmesi gereken fazla yükü hemen komşusu olan (ancak aynı taraftaki komşusu) teller çekeceğinden bu komşu tellerin ortalamadan biraz daha gergin olması olasıdır. Bunu aklımızda tutarak telleri gevşetip/sıkıp notaları az çok eşitleyene kadar devam ediyoruz. (Bunu DS ve NDS her iki taraf için de ayrı ayrı tekrarlıyoruz)
Elinizde bendeki gibi bir ölçüm aletiniz varsa tel gerginliklerinin son kontrolünü bu aletle yapmanız tabii ki en iyisi, ancak tınlatma da en az aynı hassaslıkta ve çok daha hızlı bir yöntem. Sadece bu yöntemle elinizde sayısal bir değer olmuyor, ancak karşılaştıracak referans bir jantınız varsa, elinizin hissiyatıyla karşılaştırarak sorunsuz çalışacak bir gerginlik değeri elde edilebileceğini söylüyor Musson. Ancak karşılaştırırken benzer kalınlıkta telleri tekabülü ile (misal arka jantların DS taraflarını birbiriyle) karşılaştırmak lazım. Ve varsa lastiğin inik olması önemli.
Şunu belirtmekte fayda var ki; yanal ve radyal hatası çok az olan ancak tel gerginlikleri dağda taşta gezinen bir teker toplamak oldukça mümkün; zaten tekerin akort ayarının zamanla bozulmasının en büyük sebebi budur. Böyle bir jantta gevşek olan tel başları kullanımla daha da gevşeyecek ve akort ayarı kısa sürede kaçacaktır. Tel başlarını yerinde tutan yeterli tel gerginliğidir ve Musson’un dediğine göre düzgün toplanan bir teker anormal bir darbe almadıkça, ne bir “alışma süreci”nden sonra, ne de belli periyodlarla akort ayarına ihtiyaç duymamalı. Gerginlik eşitleme işlemini ileriki safhalarda birkaç defa daha yapacağız. Özellikle ilk “tel esnetme”den sonra ve teller son gerginliğine doğru yaklaşırken..
9. Jantı Hassas Ortalama:
Bu adımda jantın hala ortada olup olmadığını kontrol ediyoruz ve değilse 3. adımdaki gibi ayarlıyoruz. Ancak daha hassas bir seviyede ayar yapmaya çalışıyoruz. Teller son gerginliklerine doğru sıkarken de arada sırada bu kontrolü yapıyoruz.
10. Son Tel Germe:
Artık yavaş yavaş telleri son gerginliklerine doğru sıkıyoruz. Daha önce “Tel Boşluğunu Alma”da yaptığımız gibi her seferinde komple bütün telleri sıkarak adım adım sona yaklaşıyoruz. Azar azar ilerlemek (her seferde 1/4 tur civarında bir sıkma gibi) çok daha iyi olacaktır. Bu aşamada artık dikkat etmemiz gereken iki nokta daha çıkıyor karşımıza.
- Tel Dönmesi: Teller gerildikçe tel başları daha zor dönmeye başlayacak ve teli de beraberinde bir miktar döndürerek burulmasına sebep olacaktır. Ancak biz kesinlikle telin burulmuş bir şekilde kalmasını istemiyoruz! Çünkü burulmuş bir tel teker kullanıldıkça normal haline geri dönecek ve akort ayarımızın bozulmasına sebep olacaktır. Telin ayar esnasında dönüp dönmediğini anlamanın en basit yolu aşağıdaki fotoğraftaki gibi tele bir bant yapıştırıp anahtar ile teli çevirirken telin dönüp dönmediğine bakmak.
Eğer tel dönüyor ise; anahtarı döndürürken telin ne kadar döndüğünü aklımıza kaydedip, telin dönmeyi kestiği noktadan itibaren ne ayar yapacaksak yapacağız (misal, 1/4 tur sıkacağız) daha sonra telin döndüğü miktar kadar anahtarı geriye döndüreceğiz. Sonuçta yapıştırdığımız bandın açısı baştakiyle aynı hale gelmeli. Teller gerildikçe daha fazla dönmeye başlayacaklar.
Ayrıca bir telin dönük durup durmadığını kontrol etmek için de yöntem şu: Tel başını anahtarla her iki tarafa çeviriyoruz; bant iki tarafa doğru salınım yapacaktır. Telin düzgün durduğu nokta bu salınımın orta noktasıdır. Ancak bantı her tel için söküp takmak çok da pratik değil; bant ile biraz deneyip görsel olarak aşinalık sağladıktan sonra ben el ile kontrol etmeye başladım. Sağ el ile ayar yaparken sol elle ayarladığım teli tuttuğumda telin ne kadar döndüğünü hissedip ayardan sonra eski pozisyonuna getiriyorum.
- Telleri Esnetme: Bunu tellerin ve telbaşlarının yerlerine oturmalarını ve dönmüş teller varsa düzelmelerini sağlamak için yapıyoruz. Telleri esnetmenin çeşitli yöntemleri var ancak Musson’un önerdiği yöntem aşağıdaki fotoğraflardaki gibi..
Aynı taraftaki iki paralel teli ortalarından kavrayıp sıkıca birbirlerine doğru çekiyoruz. (Tabii bunu yaparken eldiven takmak gerekli, ben daha rahat görünmesi için eldiven kullanmadım) Bunu telleri son gerginliklerine getirirken birkaç kez tekrarlıyoruz. Telleri ilk kez esnettiğimizde jantın ayarları biraz bozulabilir ama sonraki esnetmelerde çok etkilenmeyeceklerdir.
TÖLERANSLAR:
Tekerlerimiz aşağıdaki töleranslar dahilinde olmalı:
Yanal: 0.2mm
Radyal: 0.5mm
Dish: 1mm (toplam)
Tekerlerimiz bitmiştir arkadaşlar! :
DİPNOT: Musson’a göre düzgün örülmüş bir tekerde “locktite” tarzı yapıştırıcılara hiçbir zaman gerek yok. Bunlar sadece yetersiz örüm tekniğini kompanse etmeye çalışmakmış.
VE SONUÇ:
Bu bilgiler doğrultusunda topladığım ilk çift tekerde bu kadar güzel bir sonuç elde etmeyi ben bile beklemiyordum! (ZTR Race jantların “akort edilebilecek en zor” jantlardan biri olarak geçtiğini ve kullanılmış olduklarını da düşünürsek) Tekerlerin ve yaptığım akort ayarının ömrünü tabii ki zaman gösterecek ancak salgı değerleri Musson’un töleransları dahilinde (ok, bazılarında sınırları zorluyor
) ve tel gerginlikleri oldukça makul bir dağılımda şu an. Mükemmel olmasa da ilk deneyim için oldukça tatmin edici bence.Siz bu konuda ne düşünürsünüz bilmem ama hazır bir jant seti almaktansa, bisiklet işçiliğinin en ustalık gerektiren dallarından biri olan bu olayı başarıyla tamamlayıp, elinizde göbeklerini, çemberlerini, tellerini ve hatta tel başlarını tek tek özenle seçip kendi ördüğünüz bir tekeri tutmak harika bir his! Eğer elimden iş gelir diyorsanız denemenizi tavsiye ederim.
Ve ilk sürüş!!!
(Güncel bilgi - 2014: Bu tekerleri birkaç senedir dağ, tepe, toprak çamur demeden kullanıyorum. Bir keresinde ön tekere kolum kalınlığında dal girdi
2 teli değiştirip kullanmaya devam ettim. Bunun dışında da ilk yaptığım akort ayarına daha sonra bir kere bile dokunmama gerek kalmadı.)